Decolorizing Glass With Manganese
by Rick Baldwin
Reprinted from "Crown Jewels of the Wire", July 1985, page 23
To the insulator collector colored glass has special appeal,
and the challenge of acquiring the wide variety of purple and sun-colored
amethyst (SCA) insulators which are known to exist can be attributed to almost
every major insulator manufacturer. The shades, tints and color variations which
exist are numerous, ranging from the pink, rose and burgundy tints of western
glass to the deep purples which are common to Brookfield, Hemingray, Australian
and Canadian glass. Threadless and other early telegraph insulators have also
been found in amethyst and scarce puce shades.
Colored glass is usually made by
adding an oxide of transition metal to the glass mixture, but the final color
produced will depend upon the interactions between
- the valence or oxidation
state of the metal,
- the compositions of the base glass, and
- the heat
treatment to which the glass is subjected.
The chemistry associated with the
transition element manganese is primarily responsible for the purple and
amethyst colorations found in glass.
Soda-lime glass, which is the common base
composition for bottles and insulators, almost always contains iron oxide as an
impurity, and a small percentage of iron in the glass will give it a green
coloration. Around 1880, a demand for clear glass for food preservation
containers forced manufacturers to perfect techniques of decolorizing
aqua-colored glass. Manganese was commonly employed as a decolorizing agent,
until approximately 1915, at which time World War I cut off the main source
(Germany) of this element. During the period 1915 to 1930, selenium, which
imparts a straw, pink, or "honey" tint to glass, was used as a
decolorizer.
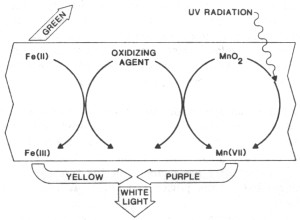
The initial step in decolorizing glass was to add oxidizing agents
(such as potassium nitrate and red lead) to the melt. The iron impurities would
thus be oxidized to the +3 state Fe(III), which imparted a much weaker yellow
color to the glass than the bluish-green color of Fe(II). Adding manganese
dioxide (MnO2) to the melt would aide in oxidizing the iron, and the manganese
would also be oxidized to a chemical state (e.g. MN(VII)) having a
characteristic lavender color which would neutralize the yellow-green color due
to the iron impurities.
Substances exhibit color because they can absorb selected wavelength or
energy ranges from white light and transmit others. Due to its discrete
electronic structure, the highest oxidation state of manganese, Mn(VII), will
absorb electromagnetic radiation in the green region of the visible spectrum.
The energies on either side of this region, which correspond to blue and red
light, will be transmitted (or reflected) and blend to produce the color
sensation of purple or magenta to the human eye. The purple color of the Mn(VII)
ion and the yellow-green color of the iron impurities are complimentary that is,
when mixed in equal proportions, they produce white light or the sensation of no
color at all. During the decolorizing process, if the manganese content of the
glass melt was too high and the purple color was too evident, a reducing agent
(such as a piece of charred wood or a potato) would be added to reduce the
excess manganese back to a lower (colorless) oxidation state.
Deep purple-colored glass would be produced if the concentration of manganese
in the melt was high and if strongly oxidizing conditions were present. It is
conceivable that purple insulators were purposely produced for their beauty or
for identifying or distinguishing different lines. The final color obtained with
manganese present in the glass mixture (pinkish-purple to violet) would depend
on such factors as
- whether lead or barium was a constituent in the glass
mixture base,
- the presence of soda or potash as the alkaline constituent,
- the reducing or oxidizing conditions of the furnace, and
- the heat and
duration of the "found."
Nickel oxide could also be used as an
additive to impart stable purple shades to glass, depending upon the composition
of the base glass: a brownish-violet color would result with soda-lime glass, a
redish-violet color with potash-lime glass, and a deep purple color with lead
silicate glass.
"Black glass" is usually made by adding MnO2 to the melt, either
alone or along with oxides of nickel and chromium. A beautiful puce color is
obtained when purple and amber coloring agents are blended together. Sun-colored
amethyst glass results from the exposure of manganese-containing decolorized
glass to the ultraviolet (UV) rays of the sun. Any manganese still present in
the reduced chemical state will absorb UV-radiation, which is sufficient in
energy to oxidize it to the purple-colored chemical state. The extent of purple
coloration in the glass is due to the length of exposure to the UV-radiation.
Glass cannot be effectively sun-colored through a glass window because the
window glass will absorb much of the sun's ultraviolet rays.
It is possible to artificially
sun-color glass by exposing the glass to an intense UV-light source or to other
sources of ionizing radiation. A Germicidal Lamp in a "purpling box"
is often employed to accelerate the sun-coloring process.
In conclusion, every
collector knows that the color which the eye perceives an object to have may
differ when the object is viewed under different lighting conditions. Natural
sunlight produces a fairly uniform distribution of visible light. However, light
from other sources have different spectral energy distributions -- e.g.,
incandescent illumination contains more red light than green light. The actual
color that is perceived is a "blend" at each wavelength of
- the
spectral reflectance or transmission of the object,
- the spectral sensitivity
of the eye, and
- the spectral energy distribution of the light source.
If any
one of these contributing factors is changed, then the color of the object may
appear different.
| 
)